お久しぶりです.相変わらずレーザー加工機はできていません…(2019/06/15現在)
(2019/09/11更新)
- 一応レーザー加工機は動くようにはなりました。まだまだやりたいことはありますが…
- それから、タイトルで評価ボードの名称を誤って記していたので修正しました。致命的なミス…
それでもだいぶ進捗は出ていて,随時twitterで近況報告とか呟いていますので,ご興味がおありの方はぜひフォローしてください.
余談はこの程度にして,ここでは自作CNCで要となるパーツの一つであるところのステッピングモータドライバについて,昨年ではありますが新作が出ていますのでそちらの使用感をレビューしていきます.
twitterで型番検索した限りではこのドライバの使用報告をしている人はいないっぽいので,少しは参考になるかもしれません.
STSPIN820の仕様
こいつの特徴をサラッと箇条書きにまとめますとこんな感じです.
- 1/2~1/256 マイクロステップ
- モータ電圧:7~45V
- 最大電流1.5A
- 過電流、発熱等に対する保護回路内蔵
データシートのURLも貼っておきます.
特徴
なんと言っても一番の特徴はマイクロステップの設定が1/256まであるところですね.今一番使用されているであろうA4988で1/16,次点(と勝手に推測している)DRV8825で1/32までの設定です.同じ機構を使用しているのであれば,DRV8825と比べて単純計算で8倍まで上げられるわけです.最小ステップが1mmだとしたらドライバを交換して設定をいじるだけで0.125mm刻みにできるわけですからCNCの自作にとっては相当な影響力を誇ります.
マイクロステップ設定の恩恵はそれだけでなく,騒音も低減できます.
アニメ音声が混ざってますがそこは気にしないでください(笑)
注意点
1.モータ配線について
これ,すごく紛らわしいので結論だけ先に書きますが,A4988もしくはDRV8825を使っていて,このドライバに切り替える場合,モータ配線は変更しなくて良いです.
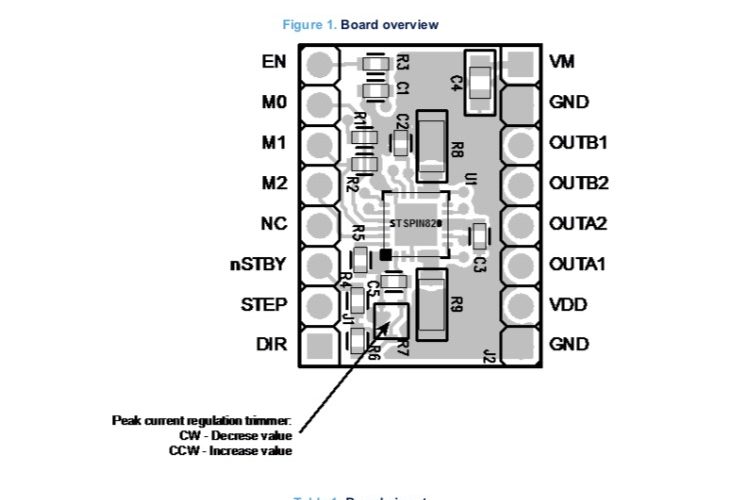
変えなくていいならなんでわざわざ書くんだよ.って話ですが,データシートの表記がドライバ間で統一されていないがために,結構この辺戸惑うんですよ.下にA4988とEVALSP820-XSのピンアサインの図を載せておきます.
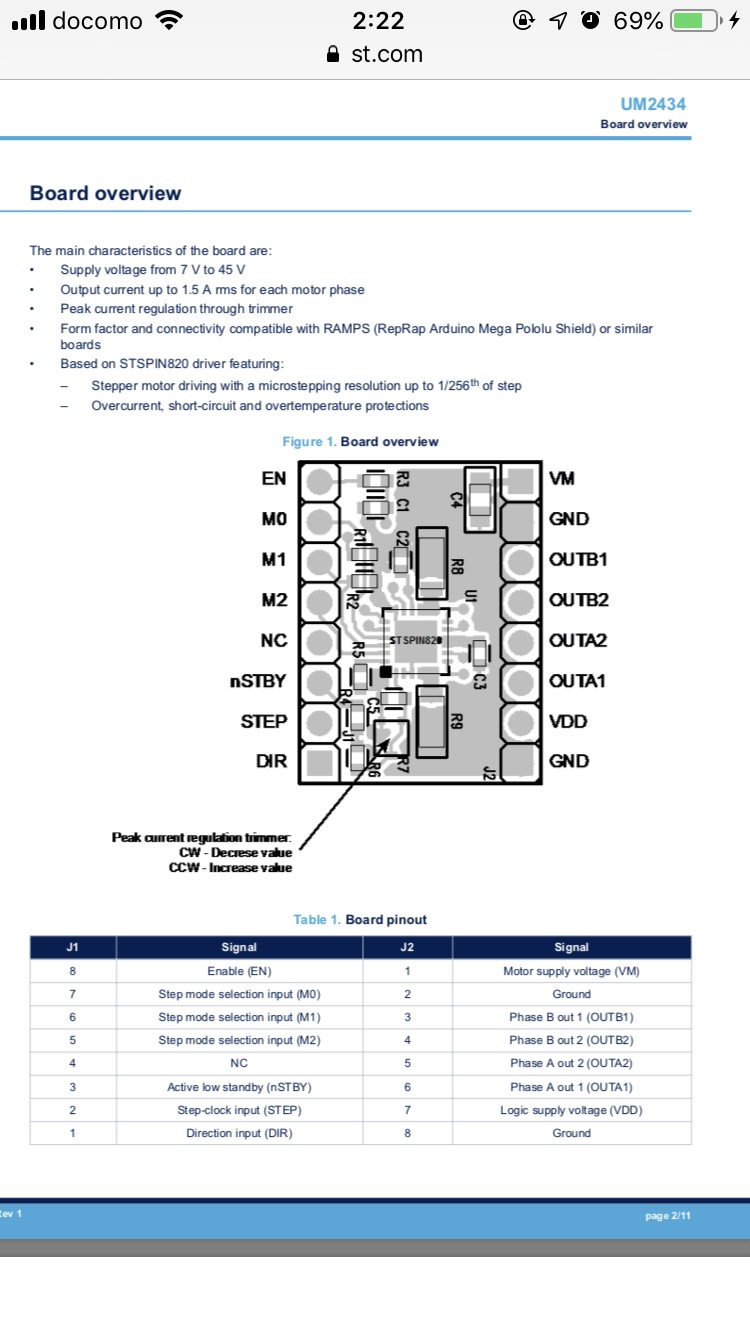
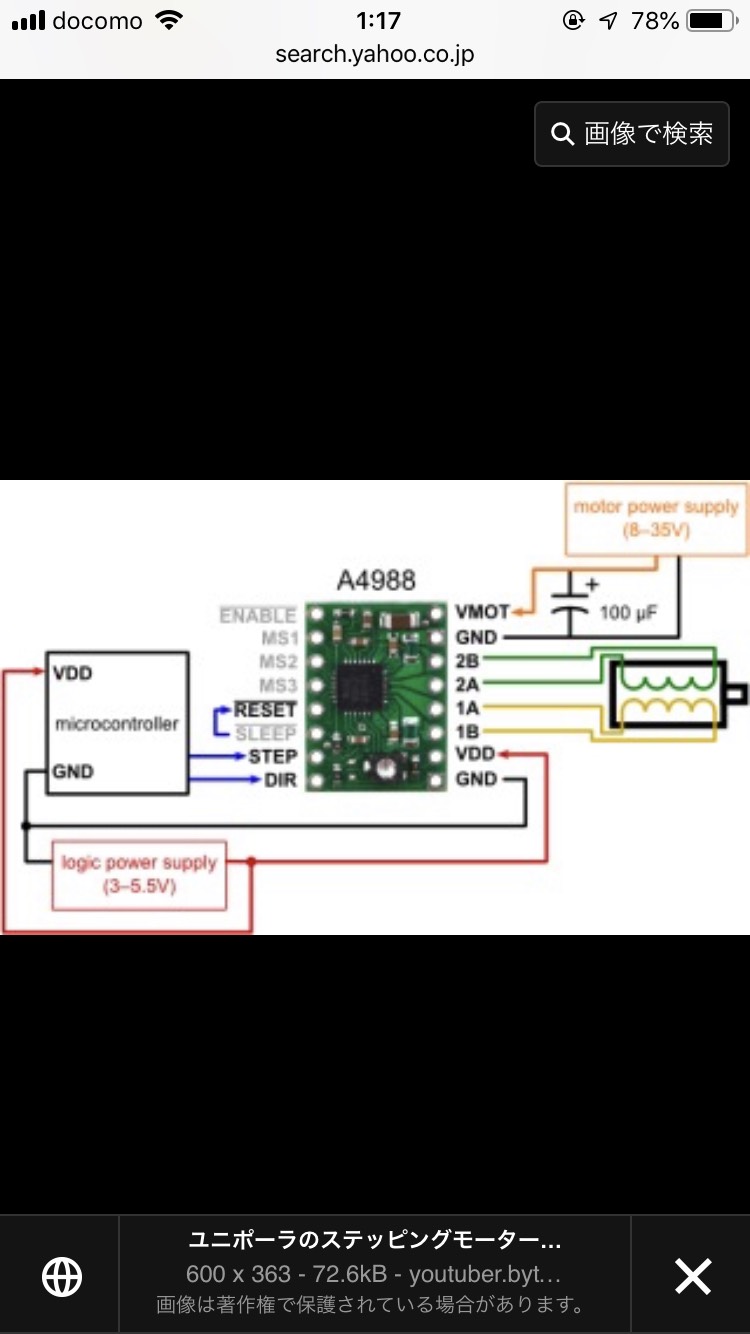
こういうことです.明らかに配線入れ替えなきゃいけなさそうな雰囲気だしてますよね.
EVALSP820-XSのデータシートにはわざわざ
この評価ボードはreprapでよく使われるドライバと同じピンアサインになってるよ!
なんて書かれているのに,最初うまく動かなくて試行錯誤しましたよ.
最後に念押しですが,ピンアサインは同じですし,モータの配線もそのままで大丈夫です.
2.ENABLEピンについて
上で,試行錯誤したと書きましたが,最終的にはここが原因でした.これも結論から言うと,A4988やDRV8825とENABLE端子のロジックが逆です.
なぜそうしなきゃいけなかったのかはよくわかりませんが,とにかく気を付けましょう.
A4988とDERV8825はactive low, EVALSP820-XSはactive highです.
GRBLでの対応例
GRBLではA4988やDRV8825のENABLE端子がactive lowとなっているドライバの使用を想定したデフォルト設定になっています.これを回避するにはGRBL controllerなどでコマンドとして,
$4 = 1
とするだけです.ただ一つ注意点として,特定の軸にのみ適用するということはできないので,A4988やDRV8825とは混在させることができません.
CNCなら全軸統一させた方が良いでしょうが,レーザーカッターなどでz軸にはそこまで精度いらないという場合でもこのボードで揃えなければなりません.
3.電流調整用のトリマについて
reprap用のステッピングモータドライバには必ず電流調整用のポテンショメータがついてます.基本的に今までずっとDRV8825を使っていた私ですが,こいつに変えて同じ感覚で調整したらねじ山が秒で消え去りました.しかもこのトリマ,表面実装なうえにサイズがかなり小さいので付け替えはかなり難しいと思われます.気を付けましょう.
終わりに
今のところ使っている人はかなり少数な気がします.というかネットを漁っても全く釣果がなかったので今これを書いているわけです.
マイクロステッピング設定の違いによる具体的な仕上がりの差とか,(ご要望があれば)レビューしますので,コメント等で教えてくだされば幸いです.
コメント